Carbide tools are well suited to roughing and finishing processes and are suitable for cutting most types of Ferrous and Heat Resistant Alloys.
Carbide tools (also known as cemented carbide) are produced by mixing tungsten carbide and cobalt powders and processing the mixture through a high-temperature, high-pressure sintering process. This produces cutting tools that have:
While many ‘softer’ materials – like aluminium alloys and brass – can be easily cut with standard tools, ‘harder’ and more-difficult-to-machine materials – like tool steels, cast irons, and heat-resistant superalloys (HRSA) – require manufacturers to consider more factors. To machine materials like these, cutters must be harder and more wear-resistant – as is the case for tool steels and cast irons - or tougher, as is the case with HRSA materials. Solid carbide tools are an excellent choice when selecting tools for a job in which these materials are machined.
During the manufacturing process of carbide tools, a binder element (cobalt) is mixed in during sintering. The amount of cobalt introduced during sintering dictates the grade of the carbide and impacts the tool’s hardness or toughness. This depends on the chemical composition of the carbide; more cobalt equates to higher hardness and improved wear resistance. Therefore, when looking for the right carbide tool for a job, consider the carbide grade that is best for the workpiece material.
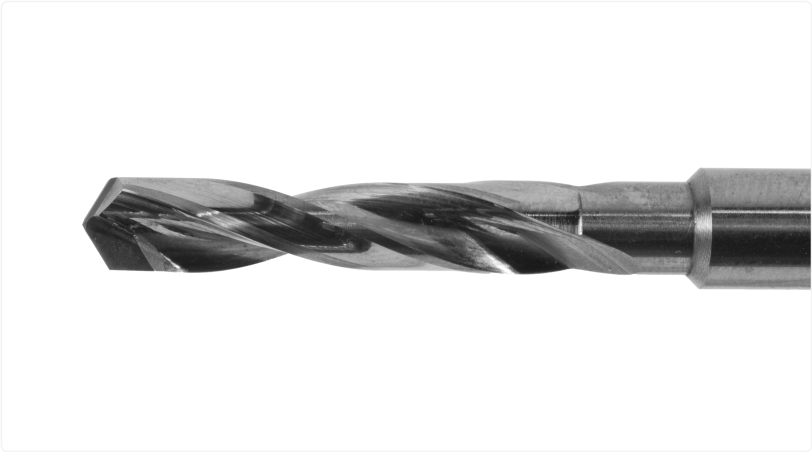
The helix angle is defined as the angle formed between the centre axis of the tool and a line tangent to the tool’s cutting edge. Higher helix angle tools have edges that ‘wrap’ around the shank of the end mill faster, while edges in lower helix angle tools ‘wrap’ around slower. Helix angles have a direct impact on the forces experienced by the cutter during machining and have an inverse relationship with the cutting forces experienced during machining – higher helix angles equal lower cutting forces. This is because as the angle increases, the contact area between the cutter and workpiece decreases, allowing for a gradual entry of the cutting edge into the part. This higher angle causes more efficient chip removal, provides smoother surface finishes and allows manufacturers to use higher cutting speeds. However, the higher angle makes for smaller and weaker cutting edges and makes the entire tool itself thinner, making it more susceptible to deflection and tool failure.
In contrast, smaller helix angle tools make more aggressive cuts, experience higher cutting forces, and remove larger chips – while also being less prone to deflection. Therefore, when it comes to solid carbide tool design, the workpiece material must be considered so that appropriately sized helix angles are cut into tools.
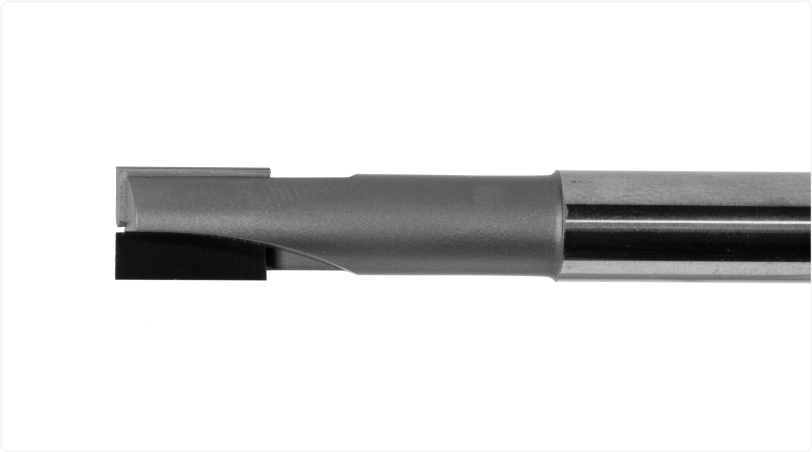
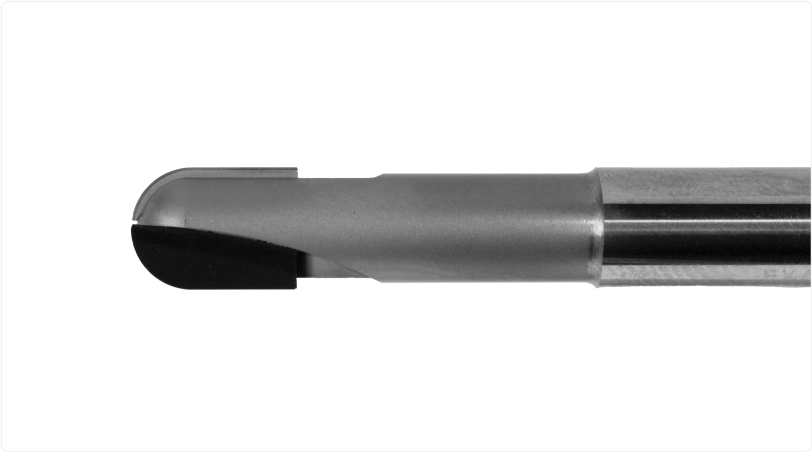
Yet another key consideration in solid carbide tool design is edge preparation (or honing) of tools. Edge preparation is used to correct edge defects in tools that emerge after pressing, EDM processing, and grinding. After these processes, tool edges have die flash (or excess material) that can cause erratic tool performance and premature failure.
With edge preparation, heavily chamfered or radiused edges can help protect tools against premature edge wear, however, when these tools are used on certain materials – like stainless steel – the large edge preparation would cause friction between the cutter and workpiece. Consequently, this can generate heat that in turn could cause work hardening in the tool and premature tool failure. Therefore, it’s important to consider the workpiece material so that tool edges can be properly prepared.
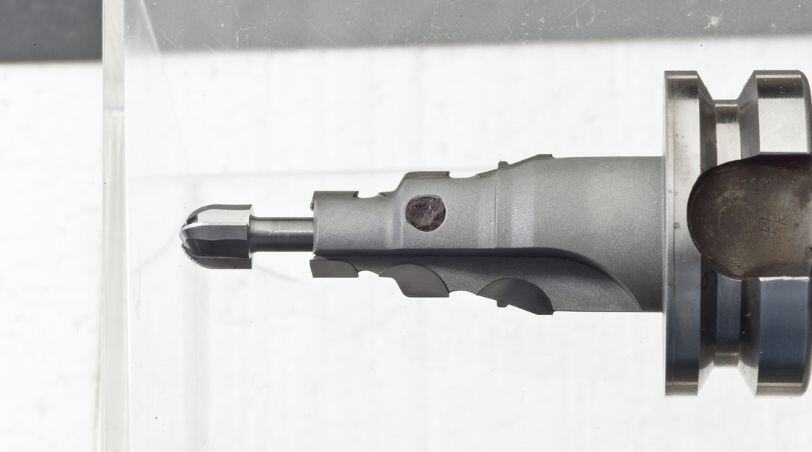
It’s often assumed that if a cutter has 4 teeth, each tooth would be separated by 90 degrees, however, that is not necessarily the case. With teeth spread equally, chatter is more likely to develop. To prevent this, cutting teeth should be unevenly distributed around the tool (differential pitch).
The reason why chatter is more likely to occur with evenly spread teeth is due to the nature of the cutting process. With equally spaced teeth, continuous, periodic waves are formed as the tool contacts the workpiece. As contact continues, resonance occurs – leading to runaway chatter. In contrast, unevenly distributed teeth on a tool help prevent chatter due to the different amplitudes caused by the different teeth. Because tools are not making cuts within the same frequency, vibrational effects are limited. Therefore, manufacturers should consider differential pitch and its impact on machining operations when picking a tool.
Core diameter is another key consideration in solid carbide tool design. The degree of a helix angle is inversely proportional to the core diameter of a tool. Whereas, the number of flutes on a tool is proportional to the core diameter: as the number of flutes increases, the core diameter increases. With this in mind, tools for non-ferrous materials tend to have fewer and deeper flutes than those for ferrous materials since non-ferrous materials tend to be softer than their ferrous counterparts. The deeper flutes allow for heavier cuts to be taken. For manufacturers, this means balancing core diameter with helix angles and flute depth when considering solid carbide tools.
New techniques in machining, such as trochoidal milling, are becoming more common in the industry. With trochoidal milling, larger axial and smaller radial cuts are taken. Cutting data must be modified accordingly to achieve the same or better metal removal rates as traditional milling, without putting as much force on the tool. Trochoidal mills tend to have a much stronger core diameter since the relatively small width of cut doesn’t produce thick chips. As a result, the flutes of the tool can be much shallower.